技術支持

攻絲后螺紋需作電鍍處理時絲錐的選用
- 分類:技術支持
- 發布時間:2017-11-24 00:00:00
- 訪問量:0
概要:
詳情
最近有客戶談到螺紋攻絲后再電鍍,出現通規不通的現象。其實這并不是特別難解決的問題,原因很簡單:選用的絲錐不對。
一般絲錐的公差是一定的,只可加工與之匹配的等規格螺紋。例如,M10-6H的絲錐,只適用于攻M10-6H的螺紋。如果M10-6H的內螺紋需作鍍層處理(如鍍鋅),雖然精度沒變,而實際上是增大了螺紋規格,如M10.01、M10.05、M10.10等等,而若繼續使用M10-6H的絲錐顯然不合理也不正確。
有人會覺得,絲錐不是有公差的么?6H不是有范圍的么?用這個公差的范圍去彌補涂層的厚度不就行了嘛!老實說,這確實是個好想法!如果涂層很薄很薄,薄到可以在螺紋與塞規之間余量范圍內,采用6HX精度的絲錐倒可以一試。而大多情況下涂層總有一定的厚度,涂層厚度最終將體現在螺紋中徑的“增量”上,而這個“增量”卻不是一般公差所能容納的了的。容納不了,通規不通,理所當然。
正確的做法是這樣:選擇帶有具體尺寸余量的絲錐。具體算法如下:
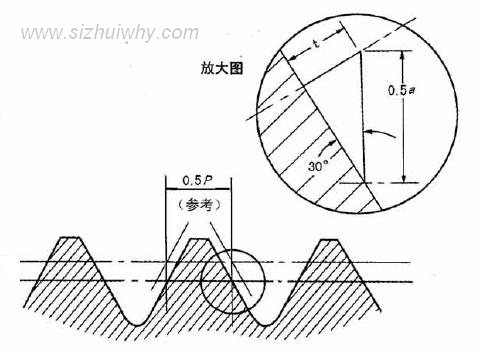
上式中,
a=尺寸余量;
t=涂層厚度;
α=螺紋牙型角。
例如:60°牙型角的米制螺紋、美制統一螺紋,需電鍍涂層厚度0.05mm,則:
a=2(0.05/sin30°)=0.20mm
即,60°牙型角的螺紋,需涂層厚度0.05mm,絲錐就必須留有0.20mm的加工余量。仍以上述M10-6H為例,攻絲時則需選用M10-(6H+0.20)的絲錐。
可以得出這樣的結論:60°牙型角螺紋攻絲時絲錐尺寸余量為涂層厚度的4倍。
此外,鑒于鍍層的不均勻性,在螺紋牙底易形成較大的圓弧,可能導致通規不通,必要時可用標準絲錐(如M10-6H)回一次絲。

地址:蘇州工業園區東旺路48號
電話:0512-62820352
聯系人:李先生
E-mail:[email protected]
網址:www.meigeer.com

COPYRIGHT?2021 蘇州市美格爾精密機械科技有限公司 版權所有 備案號:蘇ICP備12065494號-1